Understanding Vacuum Forming for Beginners
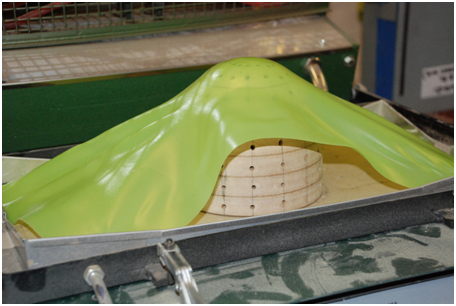
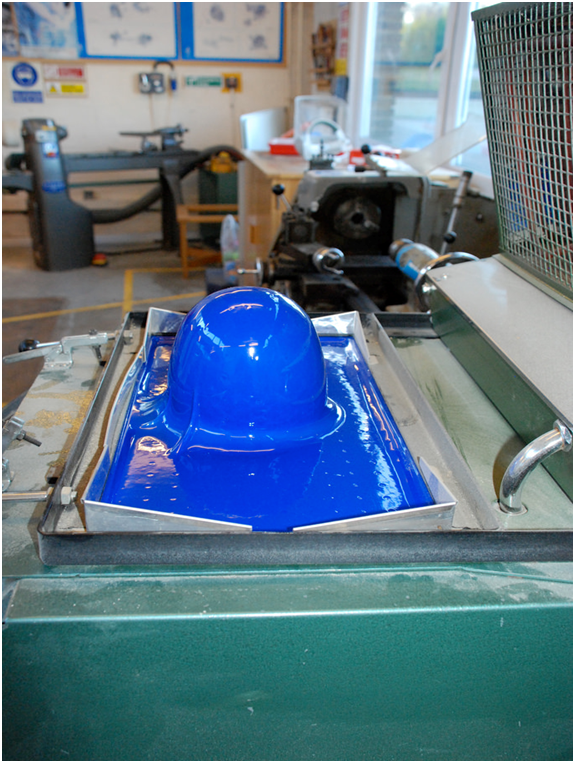
One of the earliest methods of producing plastic goods was to drape a softened sheet over a mould and suck out the air. This pulled the plastic tight on to the required shape, where it cooled and hardened.
Vacuum forming is still an important method today, especially in combination with other new technologies, including 3D printing of tools and prototypes. To manufacturers it offers low costs, easy tooling, short development times and fast production runs.
New materials are also extending the range of products that can be formed by this method. Leading universities and material science enterprises are constantly developing new thermo-formable materials that offer an ever-widening choice of colours, textures and other characteristics (see a selection guide here https://www.toolcraft.co.uk/vacuum-forming/advice/vacuum-forming-help-material-selection-guide.htm).
Environmental Improvements
In recent years the environmental impacts of manufacturing have been reduced in a variety of ways. These include adopting renewable sources of raw materials, plastics recycling, minimising trimmed waste in the manufacturing cycle, equipping plants with heat recapture and their own energy generation facilities, and developing biodegradable plastics and composites.
As a result, the vacuum-forming industry now has a far smaller environmental imprint than the types of manufacturing it has replaced.
The Process
Extruded plastic only needs low pressures to adopt a given shape, so tools and moulds can be made of inexpensive materials that can be built quickly – for example, in a 3D printer or even by hand. For more details, see https://www.bridgewooduk.com/production-assembly/vacuum-forming.
Frame design is the biggest challenge in constructing a vacuum former. It must be able to grab sheets 6-10mm thick with minimal heat loss at the edges while supporting and protecting the heating elements, cooling fans, moving parts, sensors and cabling routes. Automated “plugs” may be mounted to push plastic sheeting into recesses before the pressure is applied.
Softening is achieved using electrical elements distributed by aluminium plates to achieve uniform temperatures across the material. Heat loss via clamps or to ambient air currents is always a possibility, so different zones can be equipped with pyrometers to monitor and compensate. Quartz elements heat faster than ceramic, and today’s operators can monitor and adjust every detail from a central console.
A variety of pumps can be fitted, including diaphragm types and rotary vane pumps. A vacuum reservoir speeds up the production cycle. The cooling phase can also be accelerated using a chilled water vapour mist.

{kind=link}
{kind=link}